

Afstellen apparatuur
In dit artikel wil ik aandacht besteden aan de afstelling van een conventionele Mig/Mag installatie. Dit populaire lasproces, ook wel CO2 lassen genoemd, heeft een groot aandeel in het totaal neergesmolten lasmateriaal in ons land. Gelukkig kan geconstateerd worden dat het in de Nederlandse lasindustrie gemiddeld genomen goed gaat met de toepassing van dit proces. Maar ook mag hardop gezegd worden dat het bij te veel bedrijven beter kan.
Allereerst wil ik de factoren benoemen die bepalend zijn voor de afstelling van stroom (amperage), spanning (volts) en raadaanvoersnelheid. Met deze drie parameters stellen we onze lasinstallatie in.
Draad/gas combinatie
Net als de bekleding van een elektrode die bij de kerndraad
hoort, of de poeder die bij een lasdraad van het onder poederdek lassen
hoort, is ook een Mig/Mag draad gekoppeld aan een beschermgas. Het te
lassen materiaal is de bepalende factor hierbij.
Draaddiameter
De dikte van de gekozen lasdraad is van grote invloed op de afstelling
van de lasinstallatie. De dikte van het te lassen materiaal is veelal
bepalend voor die keuze. Een populaire diameter bij staal en roestvast
staal is de 1,0 mm draad. In veel gevallen wordt aan deze keuze tot in
grote diktes vastgehouden. Dat is jammer want dat kost veel geld. Voor
aluminium gelden andere criteria omdat een aluminium plaat van 3 mm toch
een behoorlijke dikke plaat genoemd mag worden terwijl die dikte in
staal en RVS als dun betiteld wordt.
Soort laswerk
Welk soort laswerk moet ik uitvoeren? Daarmee bedoel ik niet
alleen de materiaalsoort en de dikte, maar ook de positie en het
verschil tussen grond- en vullagen of hoeklassen. Voor elk van die
werkzaamheden is een andere instelling vereist.
Draad type
Gebruiken we een massieve of een gevulde draad? Opvallend is dat deze draden vaak als gelijke gezien
worden, maar we hebben het over totaal verschillende draden. We hebben het zelfs over verschillende
processen. De afstelling van onze lasinstallatie is dan ook wezenlijk verschillend bij de toepassing hiervan.
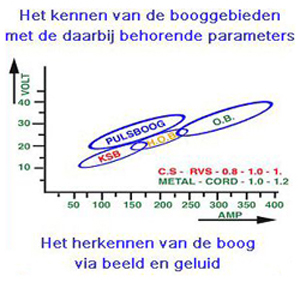
Nu hebben we de belangrijkste bepalende factoren in beeld en zullen we eens naar de knoppen van onze lasinstallatie gaan kijken. In opleidingenwereld wordt nog relatief veel aandacht besteed aan stroom, spanningskarakteristieken. Deze zogenaamde CP of CV karakteristieken probeert men begrijpelijk te maken door een uitleg te geven over werkpunten en werkgebieden daarin. Dat moet dan leiden tot het begrip hoe een installatie afgesteld moet worden. Vrijwel alle lassers zijn het verhaal na enige tijd kwijt en gaan naar eigen inzicht en op gevoel de installatie afstellen. Staat de boel naar tevredenheid afgesteld komen er streepjes op de machine of worden aantekeningen in hun persoonlijk boekje gemaakt. Mijn doel is om het begrip bij de lassers te laten groeien van de bestaande booggebieden en wat er wel en niet kan in een dergelijk booggebied. Het plaatje hieronder geeft de vier booggebieden aan die bij het Mig/Mag lassen kunnen voorkomen. Ik wil het pulserend lassen weglaten en praten over de drie overgebleven booggebieden. Het kortsluitboog, het halfopenboog en het openboog gebied. De laatste wordt ook wel sproeiboog of sprayarcgebied genoemd.
De spanning op de verticale as en de stroom op de horizontale as, geven aan welk booggebied bij welke parameters passen. De genoemde draden rechts boven de horizontale as passen in dit plaatje. Voor slakgevulde draden kan ook een dergelijke plaat gemaakt worden maar zullen de parameters anders zijn. Als de link tussen een booggebied en de bijbehorende parameters gelegd kan worden groeit het begrip.
Met dit plaatje kunnen we een richting geven aan ons gevoel van een instelling. Als we ook nog eens aannemen dat het halfopen booggebied een verboden gebied is en er dan ook voor zorgen dat we onze afstelling zo kiezen dat we daar in elk geval buiten blijven, hebben we alleen maar te maken met het kortsluitboog gebied en het openboog gebied.
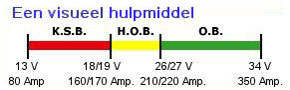
We maken het nog makkelijker en gaan de parameters erbij zetten zodat alles nu visueel wordt. Het enige dat de lasser nu nog moet doen is de draadsnelheid erbij kiezen. Voor alle duidelijkheid wil ik, wellicht ten overvloede, vermelden dat de knop van de draadsnelheid tevens die van de stroom is.
Voorstelling voor het lassen van massieve
metaalgevulde draden. De essentie is dat de lasser het moet leren kennen
en vooral herkennen.
Kortsluit booggebied van 13 tot 19 V en de stroom van 80 tot 170 A.
Open booggebied van 26 tot 34 V en de stroom van 220 tot 350 A.
We moeten vermijden dat onze afstelling in het halfopen
booggebied terechtkomt. Alle getallen zijn ± getallen omdat het per
machine kan verschillen.
Resumé; het is belangrijk dat de lasser de booggebieden leert kennen. Hij heeft dan een prima leidraad naar bijbehorende parameters en zal dan ook bewuster aan de knoppen van zijn lasmachine durven draaien. Het te vermijden halfopen booggebied is zeer herkenbaar aan overmatig en grof spatgedrag. Het spatgedrag in het kortsluit booggebied kan vriendelijker gemaakt worden door gebruik van eventueel aanwezige smoorspoelen.